Mat.: les Staal
De mens heeft steeds gepoogd om zijn lichamelijke
beperkingen te overstijgen. Gereedschappen gebruiken we bijvoorbeeld als iets
te veraf staat, iets te zwaar is, iets te klein of te groot is, iets te warm is
om het te manipuleren, te fixeren, of te
vervormen. In den beginne gebruikte men haast uitsluitend hout en stenen als
hulp; later kwamen daar touwen, textiel, koper, brons, ijzer, staal, snelstaal,
diamand, widia , kunstharsen, composieten, en dergelijke bij.
Wat is staal?
Staal bestaat uit ijzer (Fe) en koolstof (C), met een maximum van ongeveer 2 % koolstof (
min is iets van een 0,033%)
Indien we gereedschap willen gaan maken en harden nemen we
staal dat minstens 0.35 % C bevat.
Voor beitels nemen we staal dat ongeveer 1% koolstof bevat.
Opmerking
Deze verhandeling en werkwijze gaat uitsluitend uit van een
zuiver koolstofstaal zonder legeringselementen. Alle temperaturen en grafieken
zijn hierop geënt. Met sporen van
mangaan en silicium ( elk ongeveer 0,3%
) wordt geen rekening gehouden omdat het over te kleine hoeveelheden
gaat.
Indien we dit soort puur koolstofstaal , indien het veel
koolstof bevat, willen harden zullen we
water gebruiken om het staal af te schrikken bij het harden.
Koolstofstaal
Koolstof bevindt zich in ijzer niet onder de vorm van
koolstof maar verbonden met ijzer tot
Fe3C of ijzercarbide, ook cementiet genoemd. Staal is een legering van ijzer en
ijzercarbide.
Ferriet een vaste
oplossing van alfa-ijzer met een kubisch
ruimtelijk gecentreerd of ook midblokgecentreerde
kristalstructuur genoemd, en is bij zuiver ijzer ( dus geen staal want er is
geen koolstof bij) stabiel beneden de
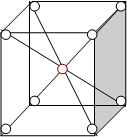
Kubisch
ruimtelijk gecentreerd
kristalrooster is de benaming voor een type kristalrooster waarbij de ionen ,
atomern zich op de hoekpunten van een kubus
bevinden, en in het midden van de kubus.
Dus ionen op
8 hoekpunten en 1 punt in het midden van
de kubus
Perliet bevat altijd
Tot een koolstofpercentage van 0.8 % spreekt men van
slagvast (onderperlietisch) staal; staal met een gehalte van 0,8% C is
perlietisch, boven de 0.8 % C spreken we van slijtvast of overperlietisch )
staal. Een hamer kan uit 0,6 % C – staal en een boor kan uit 1.1% C staal
vervaardigd worden. Houtsnijbeitels en marmerbeitels hebben ongeveer 1%
koolstof. Een vijl of een rasp maakt men uit staal met ongeveer 1,3 % C . Al
deze staalsoorten noemt men ongelegeerd koolstofstaal.
Deze verhandeling en werkwijze gaat uitsluitend uit van een
zuiver koolstofstaal zonder legeringselementen.
Met de aanwezige sporen van mangaan en silicium ( elk ongeveer 0,3% ) wordt geen rekening gehouden. Bij hogere hoeveelheden
tellen die wel als legeringselement mee.
Naast het koolstof kunnen er nog legeringelementen in
gelegeerd worden vb: chroom, vanadium, wolfram, mangaan, silicium, enz. Al naar
gelang hun hoeveelheid veranderen deze elementen de eigenschappen van het
staal. Staal dat tot 5% legeringelementen bevat is laaggelegeerd, met een hoger
legeringpercentage heeft men te maken met hooggelegeerd staal. Bij een zeer
kleine percentage legeringselementen spreken we nog steeds van ongelegeerd
staal. Bij het verwerken van deze materialen steeds de gebruiksaanwijzing van
de fabrikant volgen.
Deze verhandeling en werkwijze gaat uitsluitend uit van een
zuiver koolstofstaal zonder legeringselementen.
Met sporen van mangaan en silicium ( elk ongeveer 0,3% ) wordt geen rekening gehouden. Ferriet en
Perliet worden door een magneet
aangetrokken.
![]() °C
°C
![]()
![]()
 906
906
austeniet = vaste oplossing
austeniet + ferriet austeniet
+ cementiet
![]()
![]() 723
723
ferriet + perliet perliet + cementiet
onderperlietisch staal perliet overperlietisch staal
![]()
0,033% C (koolstof) afgerond 0,8% max ongeveer 2 % C
Uit de tabel ijzer - koolstof tabel maakt alles duidelijk
Voorbeelden
De hamer met 0.5 of 0.6 % C bevat in ongeharde toestand ferriet en perliet. Een beitel ( overperlietisch) zal voor het gehard wordt uit perliet en cementiet bestaan
Cementiet is de naam
voor ijzercarbide ( Fe3C) ; het is een verbinding tussen ijzer en koolstof. De
verbinding is zeer hard en bros en kan door de verdeling in het staal de
eigenschap hiervan sterk doen beïnvloeden. Hoe fijner de verdeling is en hoe hoger het gehalte is hoe
meer de sterkte toeneemt. De elasticiteit vermindert, het staal wordt minder
taai.
Austeniet is een
vaste oplossing ( mengkristal) van gamma-ijzer. Bij kooltofstaal is het alleen
op hoge temperatuur bestendig. Bij de overgang van alfa-ijzer naar gamma-ijzer
wordt het kristalrooster omgeklapt, bij perlietish staal gebeurt dit in één
keer op een temperatuur van
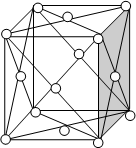
Kubisch vlakgecentreerd
is de benaming voor een type kristalstruktuur waarin de ionen of zich op
de hoekpunten van een kubus bevinden, en op de middens van de zijvlakken. Er
zijn dus geen ionen, atomen in de kubus, enkel op de kubus, 5 per zijde ( per
vlak). Austenuiet wordt niet aangetrokken door een magneet ( als enige toestand
in het kader van deze les)
Bij een
snelle afkoeling of afschrikking blijft het austeniet niet behouden maar
ontstaat een soort dwangstructuur: het martensiet.
Martensiet is een dwangstructuur dat ontstaat na een zeer snelle
afkoeling van austeniet. Het is zeer hard, heeft een naaldvormige structuur en
is het hoofdbestanddeel van gehard staal. De overgang van austeniet naar
martensiet gebeurt niet onmiddellijk tijdens de snelle afkoeling maar begint
slechts bij een temperatuur van ongeveer
Deze
verhandeling en werkwijze gaat uitsluitend uit van een zuiver koolstofstaal
zonder legeringselementen. Met sporen
van mangaan en silicium ( elk ongeveer 0,3%
) wordt geen rekening gehouden.
Alle perlietisch en overperlietisch staal uit deze categorie
zal na harden altijd 66 HRc ( Rockwell Diamant Schaal), dus glashard zijn, en
in deze toestand te hard zijn voor elke toepassing. Martensiet wordt
aangetrokken door een magneet. Het is de grote interne spanning veroorzaakt
door de dwangstructuur die de hoge hardheid geeft.
Deze
dwangtoestand wordt reeds bij het verwarmen op
We zullen
de beitel ontlaten op ongeveer 235° Celcius bij een strogele oxidatiekleur. Hiervoor
raadplegen we het technisch blad over het specifieke staal, geleverd door de
fabrikant, handelaar. We willen 60 HRC
bekomen, tussen buigen en breken. Hoe hoger de ontlaattemperatuur, hoe meer de
hardheid wordt afgebroken, hoe "zachter" het wordt. In de volksmond
noemt men het: " temperen".![]()
°C
![]()
 906
906
![]()
 austeniet = vaste oplossing
austeniet = vaste oplossing
austeniet + cementiet
austeniet + ferriet
![]()
![]() max temp voor harden hardingszone
max temp voor harden hardingszone
min temp voor harden hardingszone
![]()
![]() 723 °C
723 °C
![]()
![]() 200 Martensiet startlijn
200 Martensiet startlijn
![]()
![]() martensiet martensiet
martensiet martensiet
![]()
![]() 0.05 C afgerond 0,8 C ongeveer 2% C ( Koolstof)
0.05 C afgerond 0,8 C ongeveer 2% C ( Koolstof)
Maken van beitels (
Steeds kijken naar het technisch blad ven de fabrikant)
1 Gloeien
Enkel bij het herbewerken van reeds gehard staal. Het opnieuw uitslaan ( smeden ) van reeds gemaakt
gereedschap
Doel: spanningen uit het staal halen. Nieuw staal wordt in zachte toestand geleverd en hierdoor wordt deze stap hier overgeslagen
Hoe: er zijn verschillende gloeimethode. Zonder ovens kunnen we enkel het kortstondig gloeien aan de hoogste gloeitemperatuur., het "normaalgloeien" gebruiken. We verwarmen langzaam tot een 760 ° Celsius en koelen daarna traag af., Bijvoorbeeld in warme kolen naast de eigenlijke vlam in het smidsvuur. Niet in de blote lucht dus, maar in isolatiemateriaal..
2 Het smeden
Het vormgeven. Traag verwarmen tot 730° C en daarna snel tot Max 1000 graden. Vooral niet hoger. Stoppen met smeden waneer de temperatuur tot 800°C is gedaald. Daarna terug verwarmen. enz. Snel en krachtig werken met een zo zwaar mogelijke hamer.
3 Gloeien
zelfde doel en werkwijze als in 1 ste stap
4 Harden
traag opwarmen tot ongeveer 780 ° Celsius. Het te harden deel in koud water ( of toch kamertemperatuur) . Heen en weer gaan in het water en het tijdelijk uithalen, ( na ongeveer 5 seconden) . Het geharde gedeelte is nu glashard, In een beweging door gaan we ontlaten . Voor marmerbeitels harden we ongeveer 1 cm, tellend vanaf de snede, , voor houtbeitels en gutsen harden we veel meer.
5 Ontlaten
Snel blank schuren met een schuursteentje. en op de oxidatiekleuren letten. Door de restwarmte in het ongeharde gedeelte gaat de temperatuur van het geharde staal terug hoger worden door de warmtegeleiding. eerst verschijnt lichtgeel, het wordt donkerder en op 235 °C wordt het strogeel. Wanner dat de snede bereikt stoppen het proces we en koelen we het geharde gedeelte door het in water onder te dompelen. Eigenlijk kunnen we ook de hele beitel in het water steken. We hebben nu snijvlakken van 60 HRc .
Hoe hoger de ontlaattemperatuur hoe mlinder hard het geharde staal zal worden.
Doel: glashard staal 66 HRc is te hard voor welke toepassing ook. Deze hardheid ( spanning) van het staal wordt wat gemilderd, getemperd, door het ontlaten. We willen 60 HRc bekomen, tussen buigen en breken. Voor houtbeitels en gutsen gaat deze methode niet. na het harden wordten ze volledig afgekoeld en in een oven terug opgewarmd om t§e ontlaten. De ontlaattemperatuur valt binnen het bereik van een huishoudoven. Wel letten op de oxidatiekleur want de temperatuurregeling op dergelijke ovens zijn onnauwkeurig..
Gloeitemperaturen en hun kleur = lichtemmisie
beginnend rood 550-560 °C rood - oranje 880 tot 1050 °C
donkerrood 730 °C oranje 1050 °C
donker kersenrood 750°C geel 1150 °C
kersrood 780 °C wit 1300 °C
licht kersrood 800 °C helwit 1400 - 1600 °C
licht rood 830 °C
Ontlaatkleuren en
hun oxidatiekleuren
geel 220 °C roodbruin 255 °C
donker strogeel 230 °C purper tot grauwblauw 275 - 345°C
geelbruin 240 °C grauw 350 °C
Enkele andere staalsoorten
O1 Steel Olie hardend
Typical Analysis
Koolstof 0.95% Mangaan 1.25%
Chroom 0.50% Wolfram 0.50%
Vanadium 0.20%
O1 Tool Steel
PDF
datasheet
O1 tool
steel stockholders and suppliers, delivering to the whole of the UK. West
Yorkshire Steel are stockholders and suppliers of O1 tool steel round bar, flat
bar and plate. This grade is an oil hardening tool steel type supplied in the
annealed condition. O1 tool steel offers good durability, gives excellent wear
resistance and holds a good cutting edge. With these properties it is an
excellent general purpose tool steel often used where the expense of a high
carbon high chromium tool steel would not be justified.
We welcome
export enquiries for tool steel. Please contact our sales office and consult
our shipping policy for further details.
Related
Specifications
AISI ASTM
A681 DIN 17350 BS EN ISO 4957
O1 Typical
Analysis
Carbon 0.95% Manganese 1.25%
Chromium 0.50% Tungsten 0.50%
Vanadium 0.20%
Form of
Supply
West Yorkshire
Steel are stockholders and suppliers of O1 tool steel round bar, flat bar,
plate and block. Diameters can be sawn to your required lengths as one offs or
multiple cut pieces. Rectangular pieces can be sawn from flat bar or plate to
your specific sizes. O1 ground tool steel bar can be supplied, providing a
quality precision ground bar to your required tolerances.
Contact our
experienced sales team who will assist you with your O1 tool steel enquiry.
Sheet Plate Flat
Diameter
Ground Flat
Stock
Precision
ground flat stock / gauge plate can be supplied in O1 tool steel. Stocks are
available in a wide range of sizes. Metric sizes are supplied in 500mm and
1000mm lengths. Imperial sizes are supplied in 18" and 36" lengths.
Subject to size suitability and availability non standard sizes and lengths can
be produced in approximately 2 to 3 weeks.
Applications
Typical
applications for O1 tool steel include medium run dies, intricate press tools,
drawing punches, broaches, bushings, lathe centres, chuck jaws, master cavity
sinking hobs, paper cutting machine knives, plug gauges, thread gauges and
precision measuring tools. Also commonly used in applications such as cams,
cloth cutting knives, cold taps, reamers, collets, cutting hobs, strip slitting
cutters, trimmer dies, tube expander rolls, plastic moulds and woodworking
knives
Forging
Heat slowly
and begin forging at 980-1000°C. Do not forge below 800°C. After forging O1
tool steel, cool slowly preferably in a furnace.
Annealing
O1 is
supplied in the annealed and machineable condition. Re-annealing will only be
necessary if the steel has been forged or hardened by the tool maker. To
anneal, heat the O1 tool steel slowly to 740-760°C, soak well and allow to cool
in the furnace to 500°C or below, before withdrawing. Annealed hardness will be
about 229 Brinell.
Stress
Relieving
When parts
are heavily machined, ground or otherwise subject to cold work, stress
relieving will be beneficial prior to hardening. Heat the O1 steel component
carefully to 670-700°C, soak well and allow to cool in air.
Hardening
Heat slowly
and if possible pre heat at 300-500°C before raising to the hardening
temperature of 780-820°C. Pre heating is especially desirable for complex
sections. Soak thoroughly allowing 30 minutes per 25mm of ruling section before
quenching. Light sections should be quenched in oil from the lower end of the
hardening temperature range. Tempering is always necessary after hardening.
Martempering
Martempering
is an alternative hardening procedure which may be used when suitable salt bath
equipment is available. By this method internal strain, distortion and risk of
quench cracking are reduced to a minimum. Pre heat at 360°C then increase the
heat to 800°C for sections 3mm thick or less, or to 820°C for sections over 3mm
thick. Soak according to section then quench into molten salt, held at 210°C.
Allow sufficient time for the centre of the piece to reach bath temperature,
withdraw and cool in the air. Tempering will then be necessary. Hardening from
a neutral salt bath, will reduce the possibility of scaling or decarburisation.
Heat to 830-850°C and after equalisation quench in oil.
Tempering
Temper
between 100°C and 350°C. Soak well at the selected temperature and soak for at
least one hour per 25mm of total thickness.
Temperature
[°C] 100 150 200 250 300
350
Hardness
[HRc] 64-63 63-62 62-61
60-59 58-57
56-55
Heat
Treatment
Heat
treatment temperatures, including rate of heating, cooling and soaking times
will vary due to factors such as the shape and size of each O1 steel component.
Other considerations during the heat treatment process include the type of
furnace, quenching medium and work piece transfer facilities. Please consult
your heat treatment provider for full guidance on heat treatment of tool steel
grades.
Final
Grinding
Select the
correct grade of wheel in consultation with the grinding wheel manufacturer.
Ensure the grinding wheel is in good condition by means of a suitable dressing
tool. Wet grinding is a preferable option using a copious supply of coolant. If
dry grinding is resorted to then use a very soft wheel.
Quality
Assured Supply
O1 tool
steel is supplied in accordance with our ISO 9001 : 2008 registration.
A2 Tool Steel Harden in geforceerde luchtstroom
PDF
datasheet
A2 tool
steel stockholders and suppliers, delivering to the whole of the UK. West
Yorkshire Steel are suppliers of A2 steel in round bar, flat and cut plate (to
your required sizes). An air hardening tool steel which, after heat treatment,
offers a high abrasion resistance coupled with toughness. Due to its lower
chromium content, the wear resistant properties of A2 are not as great as those
to be found in high carbon, high chromium steels such as D3 and D2 but it is
much easier to machine than the latter specifications and can be ground to a
cutting edge which is less liable to crumble in service. Where tools of a large
mass are being produced A2 tool steel, being an air hardening quality, is more suitable
than the oil or water hardening tool steels.
We welcome
export enquiries for tool steel. Please contact our sales office and consult
our shipping policy for further details.
Related
Specifications
AISI ASTM
A681 DIN 17350 BS EN ISO 4957
Typical
Analysis
Koolstof 1.00% mangaan 0.50%
Chroom 5.00% Molybdeen 1.00%
Vanadium 0.20%
Form of
Supply
Supplied as
round bar and plate; flats and diameters can be sawn cut to your required
sizes. Ground steel bar can be supplied, providing a high quality precision
finish to your required tolerances. A2 tool steel can also be produced as
Ground Flat Stock / Gauge Plate, in standard and non standard sizes.
Contact our
experienced sales team who will assist you with your A2 tool steel enquiry.
Flat Diameter
Ground Flat
Stock
Precision
ground flat stock / gauge plate can be produced using A2 tool steel. Subject to
size suitability and availability pieces can be produced in approximately 2 to
3 weeks. Standard and non-standard sizes are available.
Applications
A2 steel
offers goods results when used for cold forging dies, coining dies, cold
heading dies, shear blades, knurling tools and as cutting knives for paper,
wood, fibre and resin-bonded material.
Forging
Preheat at
650-680°C before raising the temperature to 1050-1100°C and soak until
uniformly heated. Initial hammer blows should be light due to the comparatively
high hot strength of this steel. The forging temperature must be maintained
above 1000°C until the metal begins to yield. Final forging should not be done
below 900°C. Slow cooling after forging is essential to avoid the possibility
of cracking.
Annealing
A2 steel is
supplied in the annealed condition. Re-annealing will only be necessary if the
toolmaker has forged the steel, or if a hardened tool has to be re-machined or
re-hardened. Heat slowly to 850-870°C. After a minimum of two hours at this
temperature the furnace temperature should be lowered to 730-750°C and held
there for four to six hours. Allow to cool very slowly in the furnace to 600°C
or below before removing the steel to cool in air.
Stress
Relieving
When heavy
machining and-or grinding of A2 tool steel has been carried out, it is advisable
to stress relieve in order to minimise the danger of distortion or cracking
during the subsequent heat treatment. To stress-relieve, heat the tools slowly
to 670-700°C, soak for a minimum of two hours per 25mm of section and allow to
cool down in the furnace. The tools can then be finish machined, leaving on an
allowance for final grinding after hardening and tempering.
Hardening
Pre-heat
slowly to 790-820°C and thoroughly soak at this temperature. Continue heating
to the hardening temperature of 950-980°C. Allow sufficient time for the A2
tool steel component to become evenly heated through. Withdraw from the furnace
and then either air cool or oil quench.
The steel may be protected against scaling and decarburisation by heating in a reducing atmosphere furnace, heating in a
neutral salt bath, or by pack hardening. Temper as soon as the tool is hand
warm.
Tempering
Temper with
the least possible delay after hardening. Heat slowly to the required tempering
temperature. Soak for one hour per 25mm of section (one hour minimum) and allow
to cool in air. Double tempering is recommended, the second temper being a
repetition of the first.
Temperature
[°C] 150 200 250 300 350
400
Hardness
[HRc] 62-61 61-60 60-59
59-58 58-57
58-57
Final Grinding
When
grinding hardened A2 tool steel select the correct grade of wheel in
consultation with the grinding wheel manufacturer. Keep the grinding wheel in
good condition by means of a suitable dressing tool. Wet grinding is preferable
using a copious supply of coolant. If dry grinding is resorted to, us a very
soft wheel.
Heat
Treatment
Heat
treatment temperatures, including rate of heating, cooling and soaking times
will vary due to factors such as the shape and size of each A2 steel component.
Other considerations during the heat treatment process include the type of
furnace, quenching medium and work piece transfer facilities. Please consult
your heat treatment provider for full guidance on heat treatment of tool
steels.
Quality
Assured Supply
A2 steel is
supplied in accordance with our ISO 9001 : 2008 registration.